






Gure horma bikoitzeko kanalizazio makina hainbat helburutarako erabil daiteke.Horma bakarreko hodi korrugatuak, horma bikoitzeko hodi korrugatuak, horma bikoitzeko zulatutako hodi korrugatuak, tunelaren aurkako kristalizazioaren ura isurtzeko hodi itsuak, barruko dekorazioko aire fresko hodiak eta banbu-hodiak egin ditzake.Moldea alda dezakegu.Ondo
Aire freskoko hodia, PE hodi korrugatu berezia airea aldatzeko, haize-kutxa, aireztapen-mahuka, euskarria den aireztapen-hodia
Aire freskoko sistema korrugatuzko hodi 75/110PE hodia horma bikoitzeko plastikozko hodia aire freskoko hodi aire girotua aireztapen mahuka
Aire fresko sistema geruza bikoitzeko hodi korrugatu aire fresko hodi PE hodia 75, 110, 160

PE hodia 75 aire-hodiaren ihes-mahuka PE hodia aire freskoko sistema horma bikoitzeko mahuka korrugatua
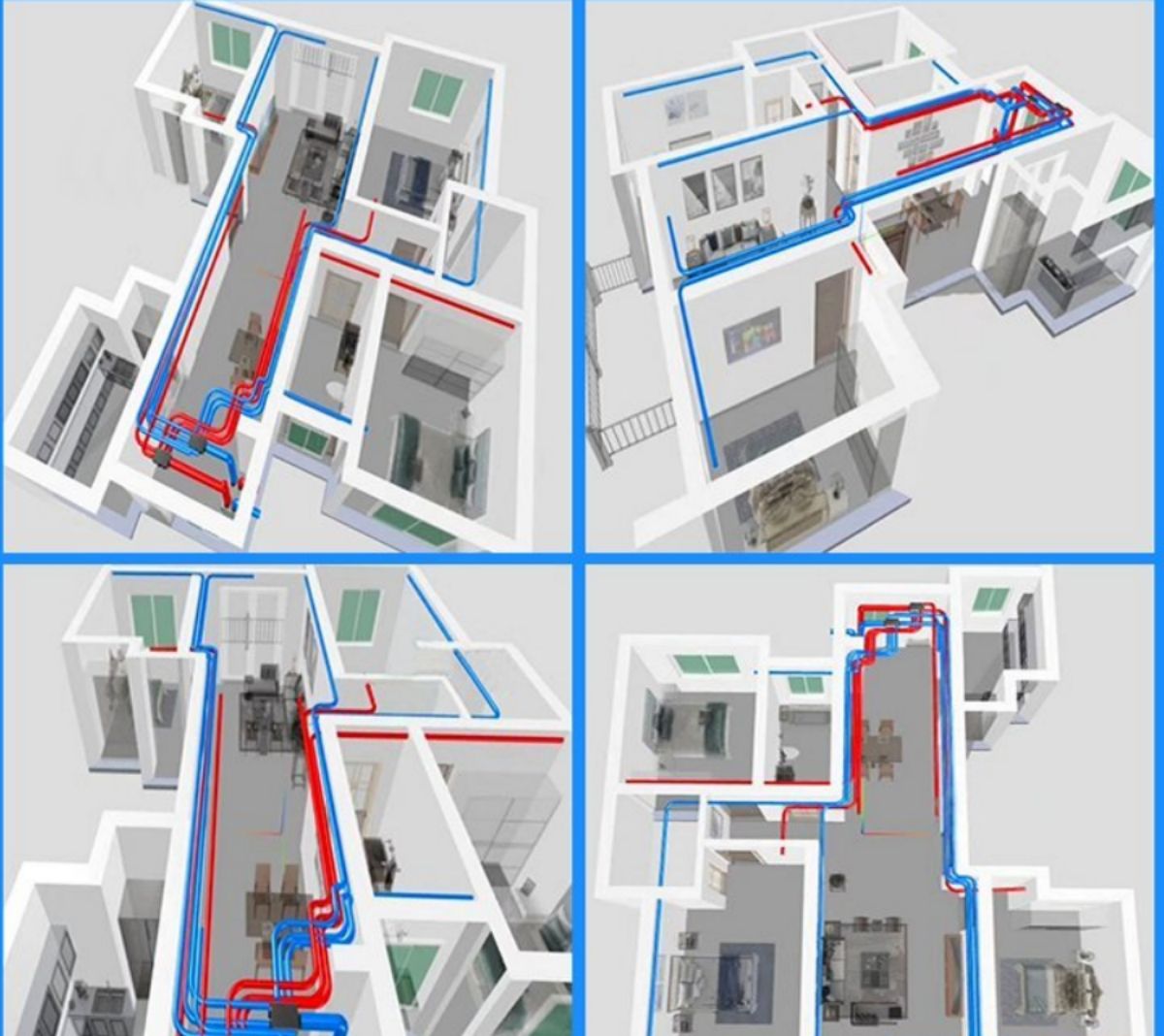
Aire freskoko sistema itxitako gela baten alde batean ekipamendu bereziak erabiltzean oinarritzen da, aire freskoa gelara bidaltzeko eta, ondoren, beste aldean ekipamendu berezien bidez kanpora isurtzeko.Barruan "aire fresko/fluxu eremua" osatuko da barruko aire freskoaren beharrak asetzeko.Ezarpen-plana haize-presio handia eta fluxu handiko haizagailuak erabiltzea da, makineriaz fidatzea alde batetik gelara airea hornitzeko eta bereziki diseinatutako ihes-haizegailu bat erabiltzea beste alde batetik kanpora isurtzeko. aire freskoa/fluxuaren eremua sisteman.Airea hornitzen den bitartean, gelara sartzen den airea iragazi, oxigenatu eta aurrez berotzen da (neguan).

Aire-hodietako ekipamendu berriak honako hauek dira: kanpoko horma ostalaria + barruko horma ostalaria + makina burua + moldea + konformazio makina + harilkatzeko makina
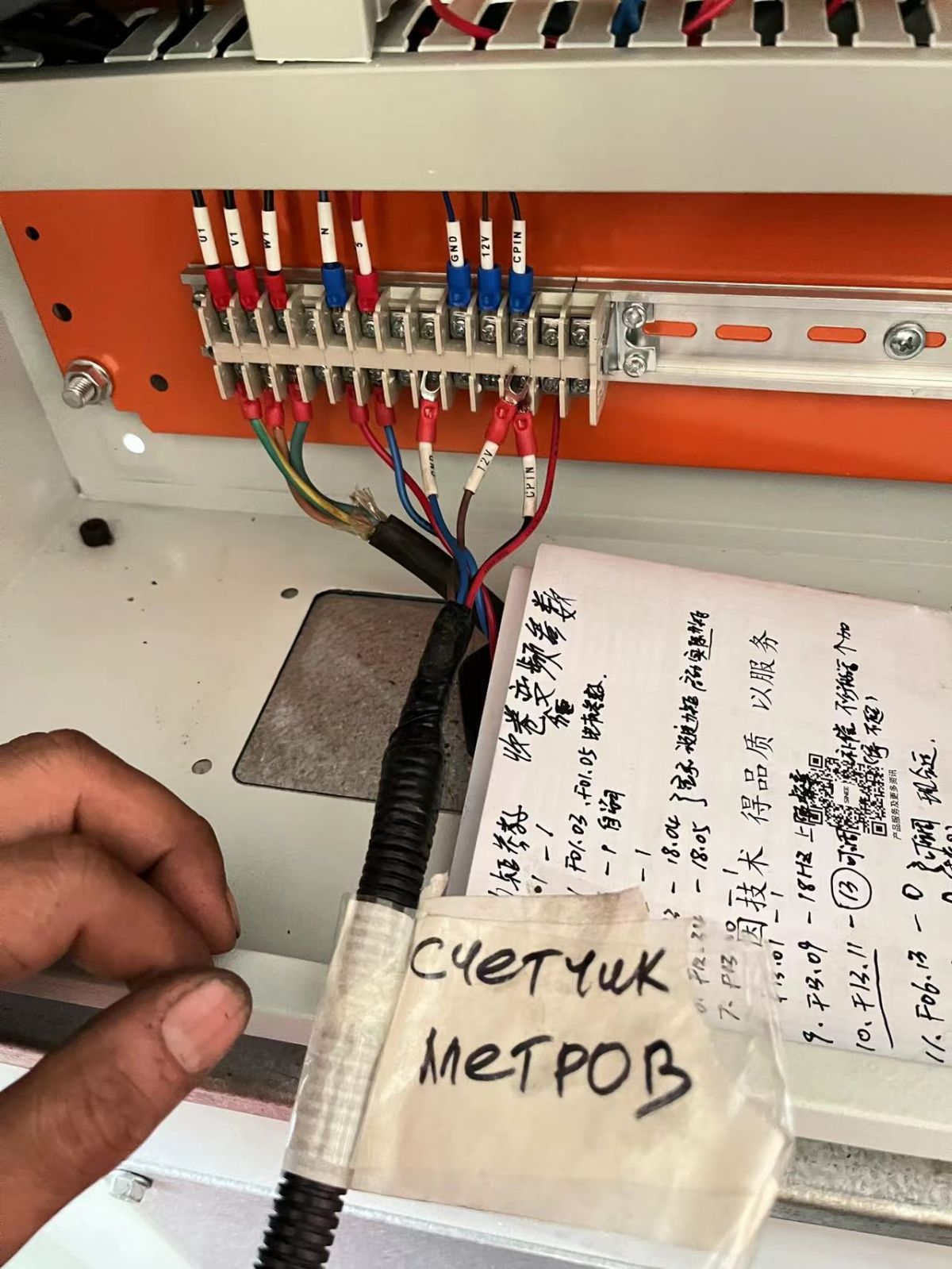
Gomendagarria da bezeroei lurreratzea orokorra egitea eta 6 metroko kobrezko hari bat eraikitzea, makina guztiak konektatzeko eta aldi berean lurreratzeko.Moldeatzeko makina eta harilkatzeko makina guztiak 380V-koak dira.Instalatutako potentzia osoa 65 kilowatt da, eta benetako ekoizpena 25 kilowatt (25 kilowatt ordu).
Konformazio-makinaren eta harilkatzeko makinaren arteko distantzia 6 metrokoa izatea gomendatzen da
Kanpoko hormaren ostalaritik moldatzeko makinaren distantzia 825MM da, eta barruko hormaren ostalaritik moldatzeko makinarako distantzia 785MM da.
Horma bakarreko hodi korrugatuarekin asmatu genuenean, barruko horma-estrusore bat itzali genuen.
Altzairuzko alanbreentzako alanbre-jario bat ere gehi dezakezu potentzia-kableatzeko hodi korrugatu bat egiteko.Burdinazko alanbrearen zuloa moldean zulatu behar da.Burdinazko alanbrearen diametroak ez du 1.0MM baino gehiago izan behar.Erabiltzen den ur-jaka ere aldatu behar da bi geruzako hutsa.


Estrusorea 200-220 gradutan berotzen da 1,5-2 orduz, materialaren kalifikazioaren arabera.Makinaren buruaren lau eta bost eremuak babes-eremuak dira.Tenperatura tenperaturara iritsi ondoren, ostalari-moldeak eta moldaketa-makinak oreka aurkitu ondoren, makina-erremintaren marko-maila da zehatza dela ziurtatzeko, jarri maila moldean berdintzeko.Berdindu ondoren, ziurtatu moldearen ezkerreko eta eskuineko 12 torlojuak estutzen dituzula.Berdintzen ez bada, materiala ez da aterako eta makinaren burua moldearen aurka igurtziko da.Moldeatzeko makinan gora, behera, ezkerreko eta eskuineko doikuntza-torlojuak daude.
Berdintzean, ziurtatu behar duzu zehatzena dela material apur bat ateratzea aurrez berotu ondoren eta gero oreka aurkitu.
Egokitu kanpoko hormaren desbideratzea eta, ondoren, erabili torloju handien zirkulu bat makinaren buruko berogailu-uhalean.Kanpoko hormaren zein alde dago lodiagoa, zein alde estuagoa eta zein alde laxoagoa;egokitu barruko hormaren desbideratzea, eta gero trokelean 4 torloju txiki daude, zein alde Zein alde da meheagoa?Barruko horma eta kanpoko horma parean daude.

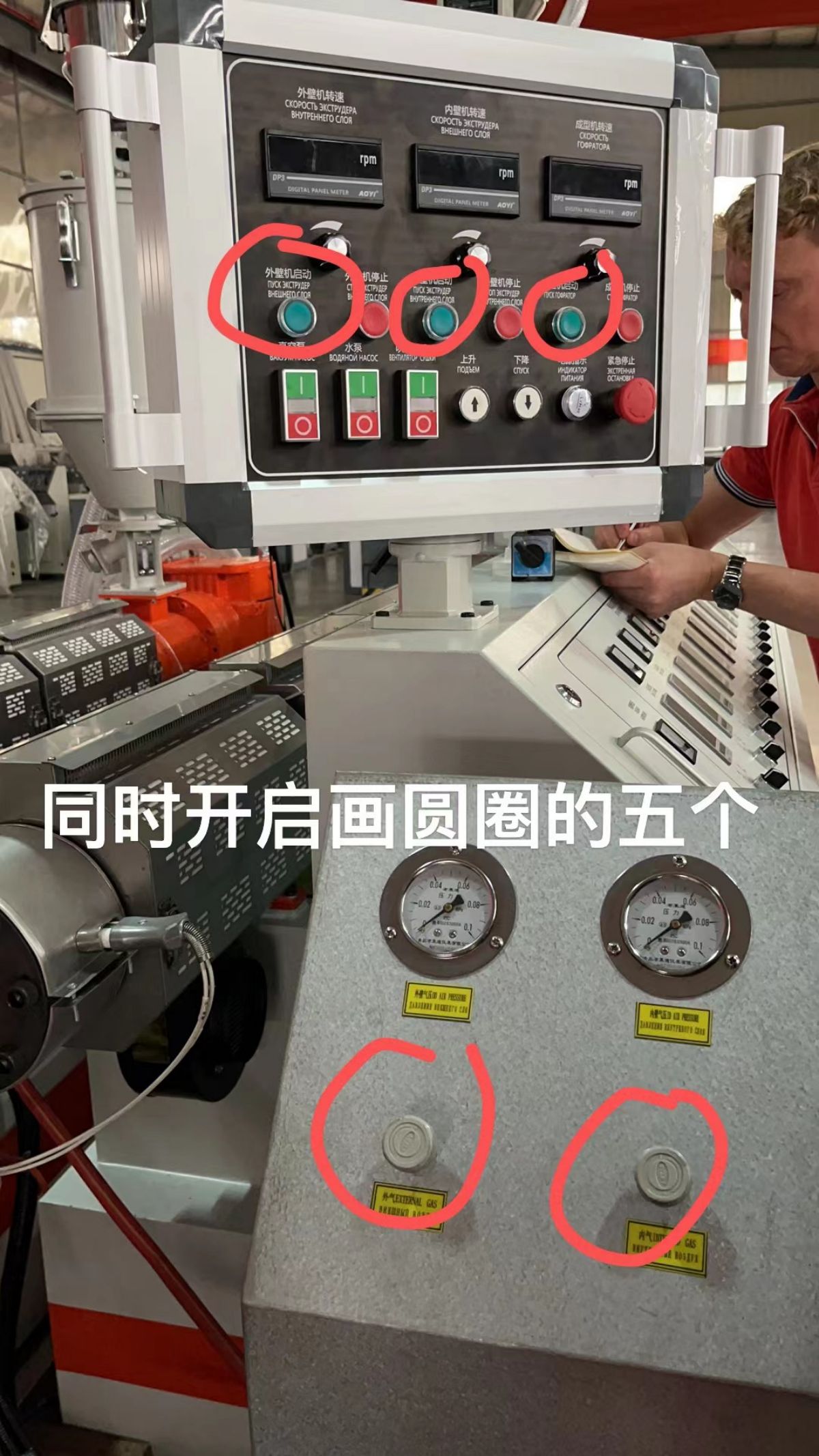
Hasi hiru botoi berdeak (kanpoko horma, barruko horma eta moldura-makina cantilever kutxan).Kanpoko horma-makinaren abiadura 272-an hasten da - funtzionamendu normala 290 RPM da, barruko horma-makinaren abiadura 265 - funtzionamendu normala 214RPM da, moldeatzeko makinaren abiadura 614RPM da eta moldeatzeko makinaren abiadura bizkortzen da ondorengo ekoizpenean.704RPM, ostalariaren korronteak 16A erakusten ditu, eta horrek hormaren lodiera meheagoa egiten du.Barruko hormak ez du lodiegi izan behar aire-hodi berria egiterakoan, bestela barruko hormak ez du kurbadura ona izango.

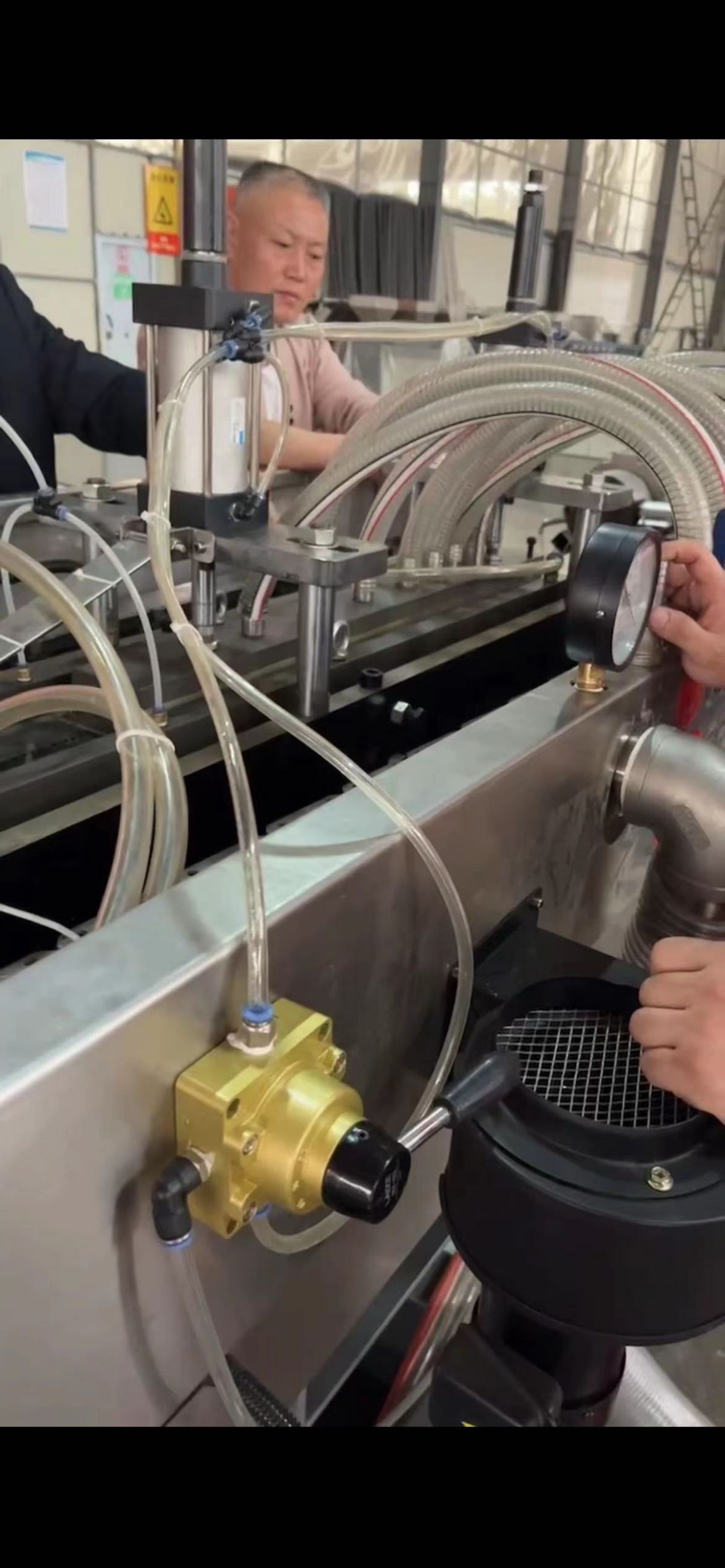
Barneko eta kanpoko hormetan aire-presioa aldi berean piztean, barne-presioa 0,02-0,04 artean egotea gomendatzen da eta kanpoko presioa antzekoa da.Bilatu oreka puntu bat.Aire ponparen hodiak lodiagoa izan behar du airearen presio egonkorra bermatzeko.Barneko eta kanpoko aire-neurgailuak egonkorrak izan behar dira eta ezin dira aldatu., bestela olatu-gandorrari eragingo dio.Kanpoko horma mehea denean, huts-sistema ez da erabili behar.
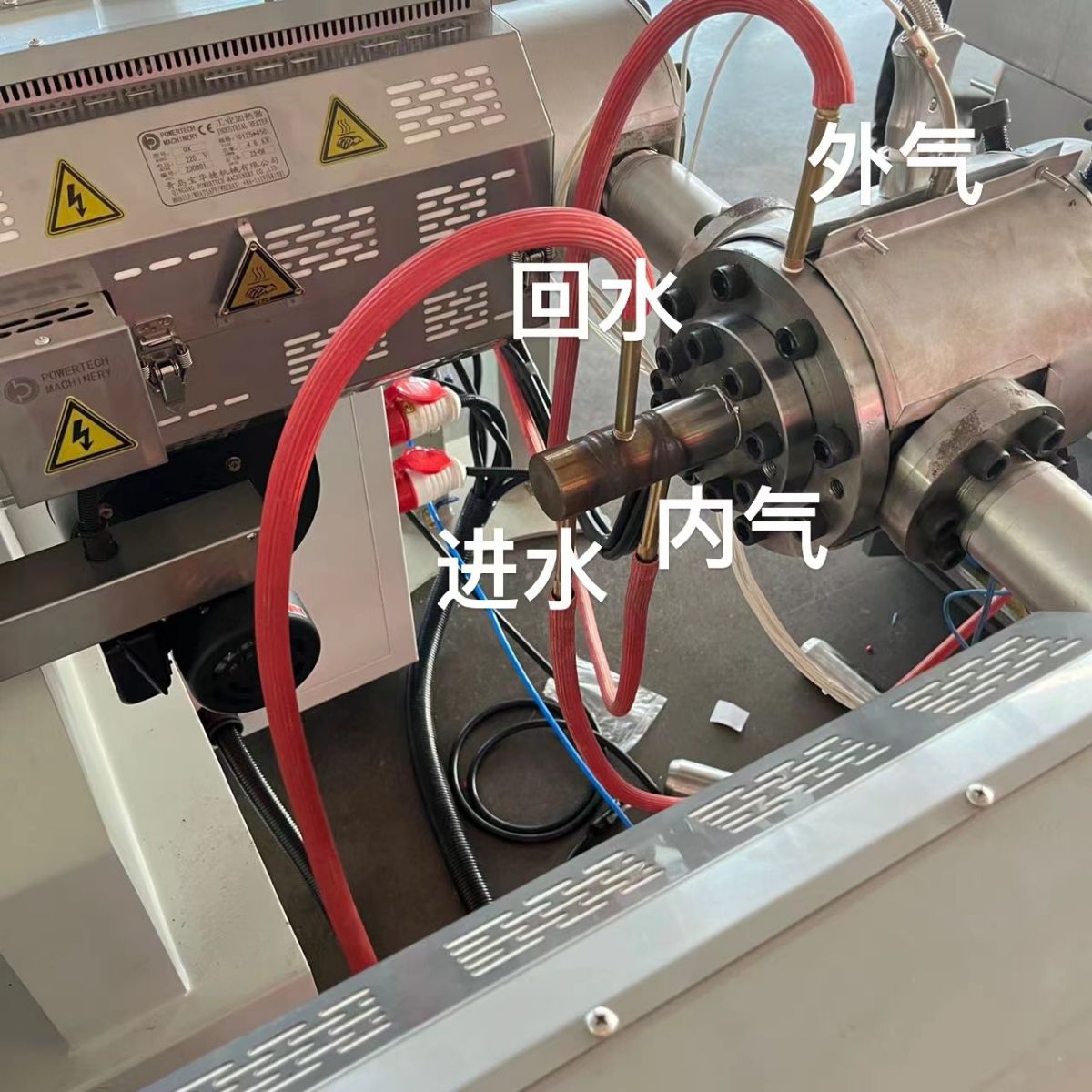
15kW-ko aire-konpresoreak 4 linea horni ditzake.Gomendatzen da 40MM diametroko aire-hodi bat erabiltzea, 0,5-0,6MPA.Barruko hormaren presioa kanpoko hormaren presioa baino handiagoa da, eta barneko airea kanpoko airea baino handiagoa da, barneko horman R angelua dagoelako.Egiaztatu funtzionamendu-korrontea martxan jartzean.Inbertsorea pizten da eta korrontea bistaratzen da, % 50 7042 eta % 50 5502, barruko horma 5 kg-koa da, kanpoko horma 12 kg-koa eta kanpoko horma barruko hormarena baino 2 eta 3 aldiz handiagoa da.
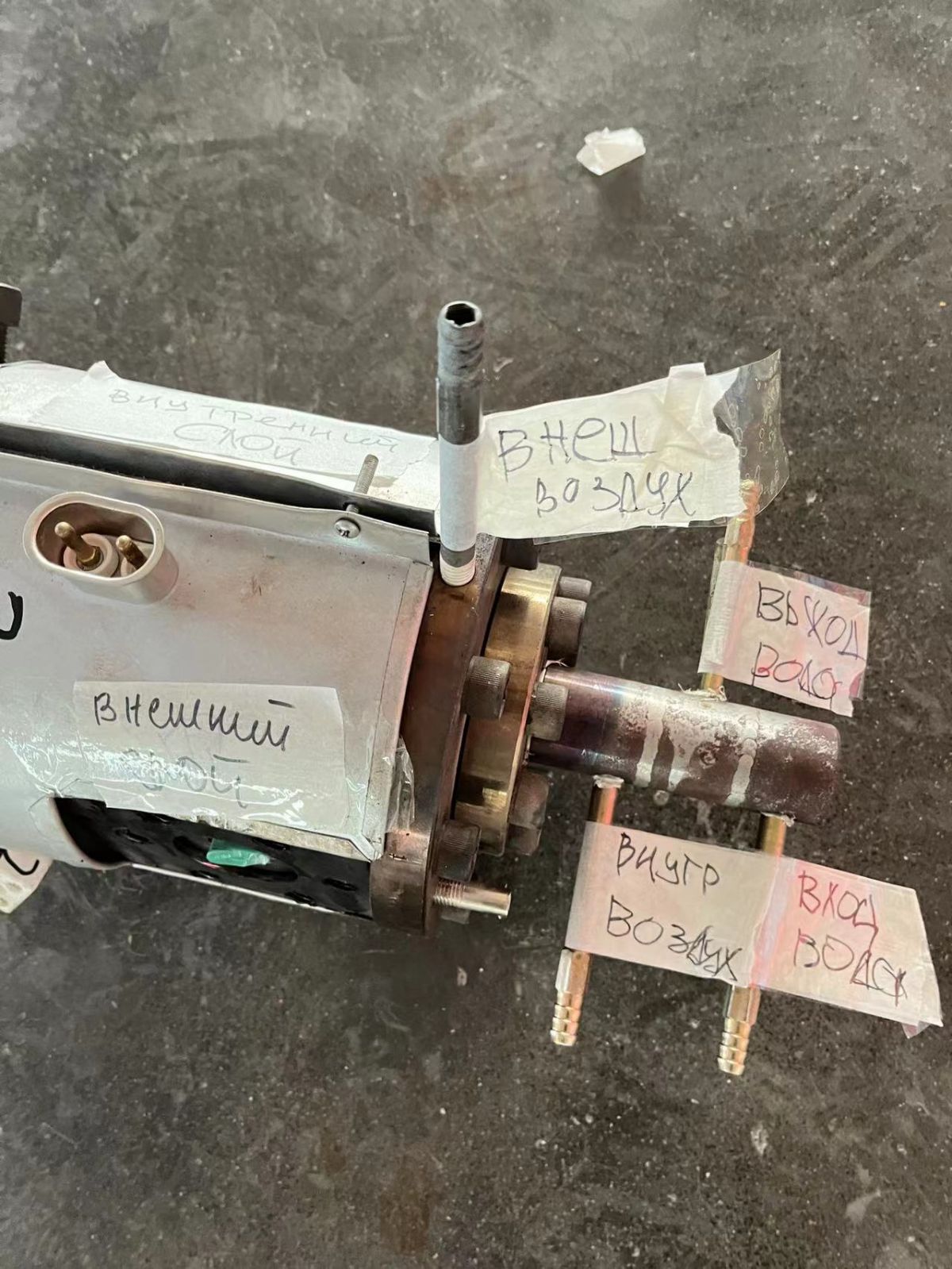
Moldearen ahoan dagoen moldearen nukleoan ezkerretik eskuinera kanpoko airea, kanpoko horma, barruko airea eta barruko horma daude.
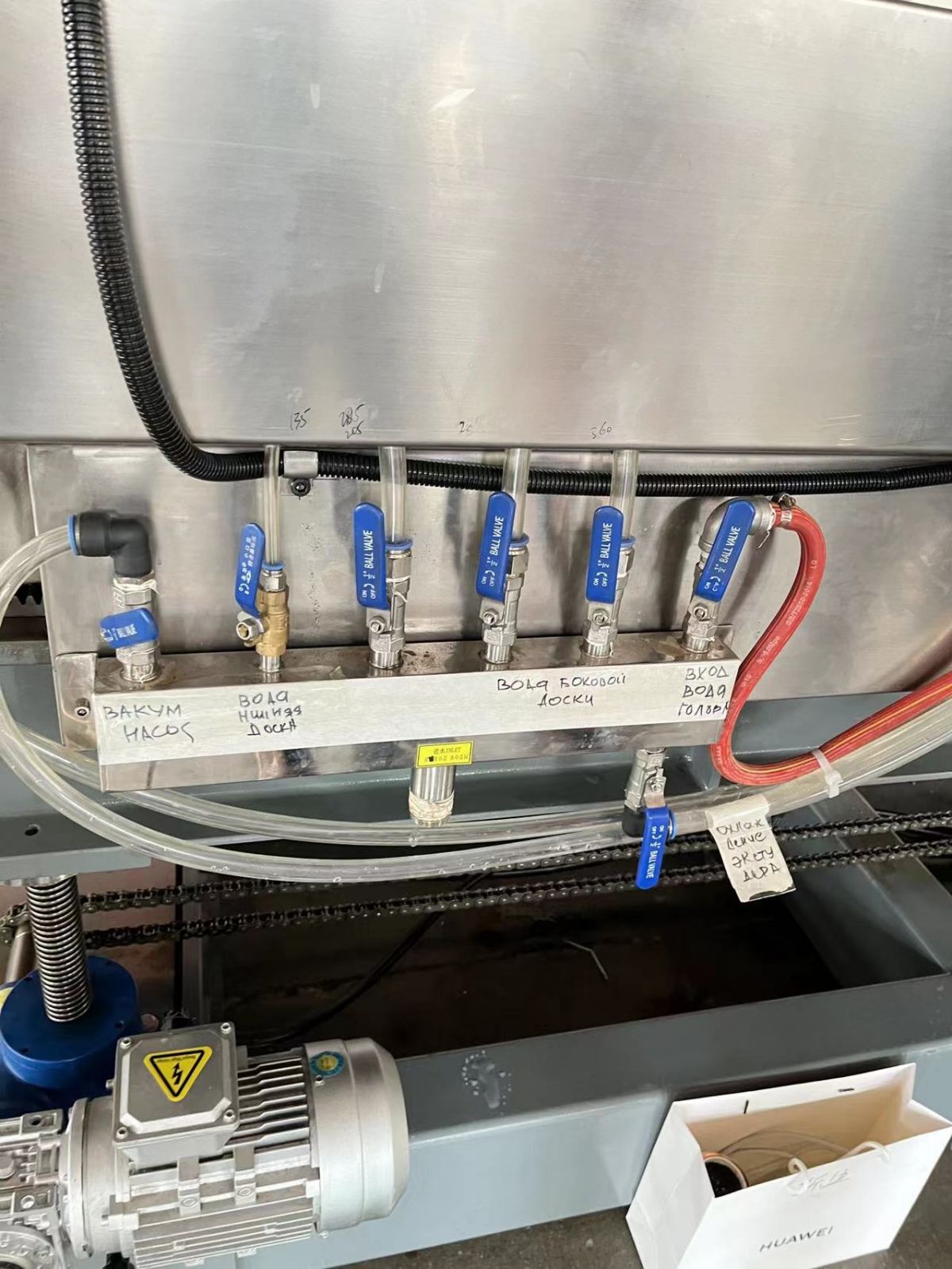
Moldeatzeko makinaren hainbat ur kanal ireki
Moldeatzeko makinaren huts-neurgailua 0,08 ingurukoa da.Berehala eskuinera hutsune-neurgailuaren presioa arintzeko balbula dago.

Ur jakaren zigilatzeko eraztun berdea apurtzen bada, ihes egingo du.Egiaztatu eta ordeztu maiz.
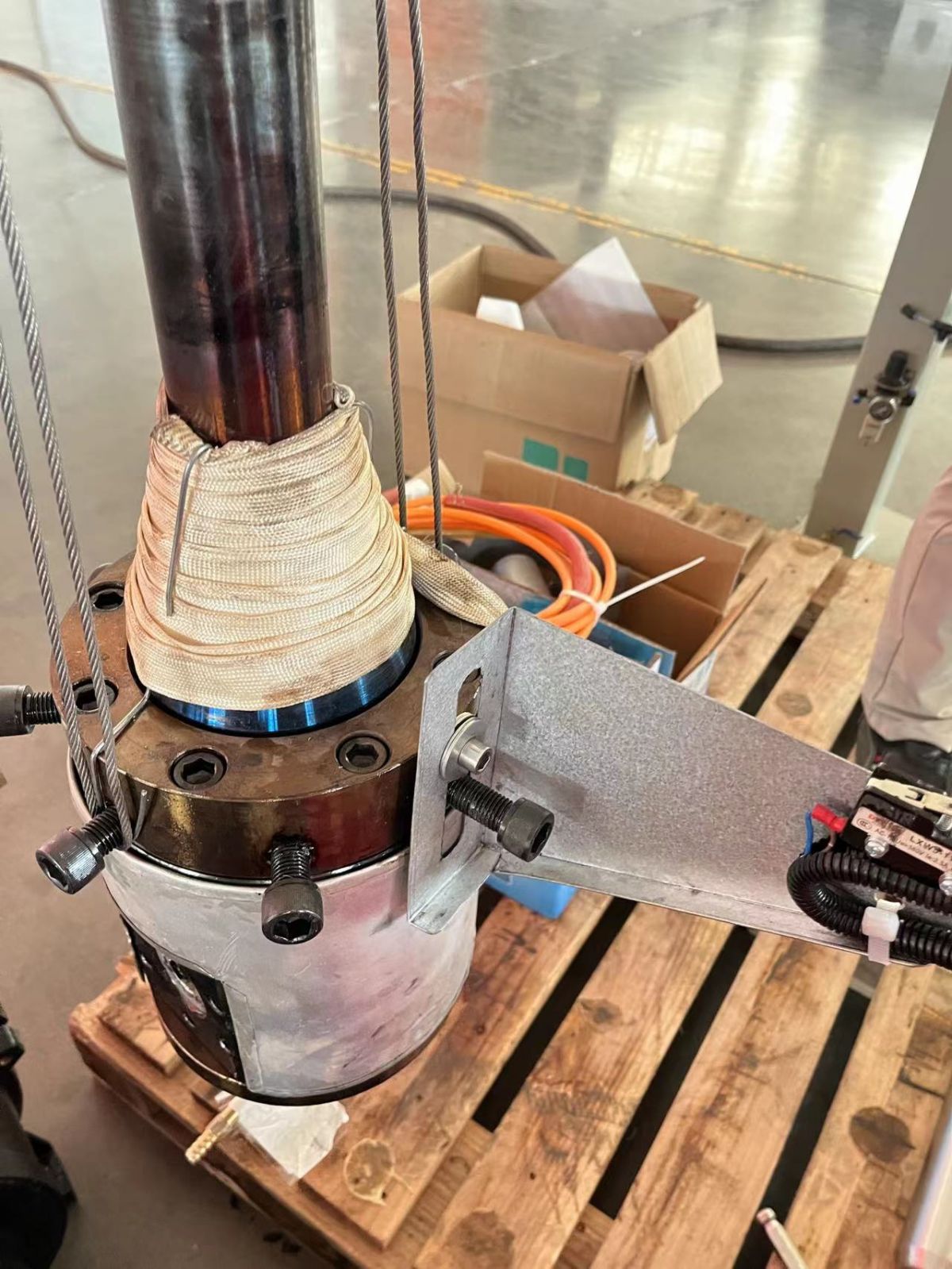
Ur-jaka bihurritu ondoren, ireki ur-jaka balbula moldeatzeko makinaren eskuineko aldean denboran, gora eta behera norabidea irekita, makinaren buruko beroarekin ur-jakaren O-eraztuna erre ez dadin. .
Ur jaka instalatzean, estutu eta buelta pixka bat atzera.Helburua ur-jaka modu naturalean gora, behera, ezkerrera eta eskuinera lerrokatzea da.Moldeatzeko makina ur-jamera hurbiltzen denean, eutsi ur-jaka gora.
Kanpoko horman trokelak prentsa-zilindroaren posizioarekin lerrokatuta egon behar du, 345 MM-ko distantziara (argazkian agertzen den moduan)

Ur depositua egiterakoan, iragazkia izan behar duzu eta ur purua erabili.Eskala duen urak ur-jaka eta ur-ponpa blokeatuko ditu.


Itzaltzeko urratsak:
Lehenik eta behin, gelditu makina nagusia, kanpoko horma eta barruko hormako makina nagusiak, itxaron materiala atera arte, ondoren moldatzeko makina gelditu eta berehala kendu ur-jaka.Ur-jaka hotza da eta eskuz zuzenean biratu daiteke, eta gero itxi armairu elektrikoaren eskuoiho nagusia (horizontalki horizontalean).Ezkerreko eta eskuineko norabideetan itzalita dago eta gora eta beherako norabideetan piztuta dago).Hurrengoan makina martxan jarri aurretik, ziurtatu makinaren buruaren trokel-mandrila berriro berotzen duzula, bestela materiala barruan solidotuko da.Berotzen ez bada, erraz lehertuko da.
Huts-ponpa hozkailurako erabil daiteke, baina ur-ponpa ez da beharrezkoa.Erreserbatuta dago.
Gomendagarria da bezeroei lurreratzea orokorra egitea eta 6 metroko kobrezko hari bat eraikitzea, makina guztiak konektatzeko eta aldi berean lurreratzeko.Moldeatzeko makina eta harilkatzeko makina guztiak 380V-koak dira.Instalatutako potentzia osoa 65 kilowatt da, eta benetako ekoizpena 25 kilowatt (25 kilowatt ordu).
Moldea aldatzean, altxatzeko botoia, 70KG-ko presio-plaka

Argitalpenaren ordua: 2023-10-16